
High-end produksjon og energisparing og utslippsreduksjon har et stadig mer presserende behov for avanserte prosesser. Når det gjelder industriell overflatebehandling er det et presserende behov for en omfattende oppgradering av teknologi og prosesser. Tradisjonelle industrielle renseprosesser, som mekanisk friksjonsrengjøring, kjemisk korrosjonsrensing, kraftig støtrengjøring, høyfrekvent ultralydrengjøring, har ikke bare lange rengjøringssykluser, men er vanskelige å automatisere, har skadelige effekter på miljøet og klarer ikke å oppnå ønsket renseeffekt. Det kan ikke godt møte behovene til finbehandling.

Men med de stadig mer fremtredende motsetningene mellom miljøvern, høy effektivitet og høy presisjon, er tradisjonelle industrielle rengjøringsmetoder sterkt utfordret. Samtidig har det dukket opp ulike renseteknologier som bidrar til miljøvern og egner seg for deler innen ultrafinishing, og laserrenseteknologi er en av dem.
Laserrensekonsept
Laserrengjøring er en teknologi som bruker en fokusert laser for å virke på overflaten av et materiale for raskt å fordampe eller skrelle av forurensningene på overflaten, for å rense overflaten av materialet. Sammenlignet med ulike tradisjonelle fysiske eller kjemiske rengjøringsmetoder, har laserrensing egenskapene til ingen kontakt, ingen forbruksvarer, ingen forurensning, høy presisjon, ingen skade eller liten skade, og er et ideelt valg for en ny generasjon industriell renseteknologi.
Arbeidsprinsipp for laserrensemaskin
Prinsippet omlaserrensemaskiner mer komplisert, og kan omfatte både fysiske og kjemiske prosesser. I mange tilfeller er fysiske prosesser hovedprosessen, ledsaget av noen kjemiske reaksjoner. Hovedprosessene kan klassifiseres i tre kategorier, inkludert gassifiseringsprosess, sjokkprosess og oscillasjonsprosess.
Gassifiseringsprosess
Når høyenergilaseren bestråles på overflaten av materialet, absorberer overflaten laserenergien og konverterer den til intern energi, slik at overflatetemperaturen stiger raskt og når over materialets fordampningstemperatur, slik at forurensningene blir separert fra overflaten av materialet i form av damp. Selektiv fordamping oppstår vanligvis når absorpsjonshastigheten til laserlys av overflateforurensninger er betydelig høyere enn for substratet. Et typisk brukstilfelle er rengjøring av smuss på steinoverflater. Som vist i figuren nedenfor, har forurensningene på overflaten av steinen en sterk absorpsjon av laseren og fordampes raskt. Når forurensningene fjernes og laseren bestråles på steinoverflaten, er absorpsjonen svak, mer laserenergi spres av steinoverflaten, temperaturendringen på steinoverflaten er liten, og steinoverflaten er beskyttet mot skade.
En typisk kjemikaliebasert prosess oppstår når en laser i det ultrafiolette båndet brukes til å rense organiske forurensninger, som kalles laserablasjon. Ultrafiolette lasere har korte bølgelengder og høy fotonenergi. For eksempel har KrF excimer-lasere en bølgelengde på 248 nm og fotonenergi så høy som 5 eV, som er 40 ganger høyere enn CO2-laserfotonenergi (0,12 eV). En slik høy fotonenergi er nok til å ødelegge de molekylære bindingene til organisk materiale, slik at CC, CH, CO, etc. i organiske forurensninger brytes etter å ha absorbert fotonenergien til laseren, noe som resulterer i pyrolyseforgassing og fjerning fra overflaten.
Sjokkprosess
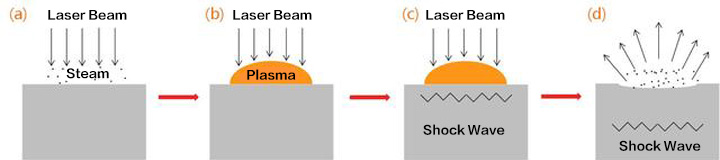
Sjokkprosessen er en rekke reaksjoner som oppstår under interaksjonen mellom laseren og materialet, og da dannes det en sjokkbølge på overflaten av materialet. Under påvirkning av sjokkbølgen brytes overflateforurensningene opp og blir til støv eller rusk som skrelles av overflaten. Det er mange mekanismer som forårsaker sjokkbølger, inkludert plasma, damp og rask termisk ekspansjon og sammentrekning. Ved å bruke plasmasjokkbølger som eksempel er det mulig å kort forstå hvordan sjokkprosessen ved laserrengjøring fjerner overflateforurensninger. Med bruk av lasere med ultrakort pulsbredde (ns) og ultrahøy toppeffekt (107–1010 W/cm2), vil overflatetemperaturen fortsatt stige kraftig selv om overflaten absorberer laseren lett, og når fordampningstemperaturen umiddelbart. Ovenfor dannet dampen seg over overflaten av materialet, som vist i (a) i følgende figur. Temperaturen på dampen kan nå 104 – 105 K, noe som kan ionisere selve dampen eller luften rundt for å danne et plasma. Plasmaet vil blokkere laseren fra å nå overflaten av materialet, og fordampningen av overflaten av materialet kan stoppe, men plasmaet vil fortsette å absorbere laserenergien, og temperaturen vil fortsette å stige, og danner en lokalisert tilstand av ultrahøy temperatur og høyt trykk, som gir øyeblikkelig 1-100 kbar på overflaten av materialet. Slaget overføres gradvis til innsiden av materialet, som vist i figur (b) og (c) nedenfor. Under påvirkning av sjokkbølgen brytes overflateforurensningene opp i bittesmå støv, partikler eller fragmenter. Når laseren flyttes bort fra bestrålingsposisjonen, forsvinner plasmaet og et undertrykk genereres lokalt, og partiklene eller rusk av forurensninger fjernes fra overflaten, som vist i figur (d) nedenfor.
Oscillasjonsprosess
Under påvirkning av korte pulser er oppvarmings- og kjøleprosessene til materialet ekstremt raske. Fordi forskjellige materialer har forskjellige termiske ekspansjonskoeffisienter, under bestråling av kortpulslaser, vil overflateforurensningene og substratet gjennomgå høyfrekvent termisk ekspansjon og sammentrekning av forskjellige grader, noe som resulterer i oscillasjon, som får forurensningene til å flasse av overflaten av materialet. Under denne eksfolieringsprosessen kan det hende at materialet ikke fordamper, og at det ikke dannes plasma. I stedet ødelegger skjærkraften som dannes ved grenseflaten mellom forurensning og substrat under påvirkning av oscillasjon bindingen mellom forurensning og substrat. . Studier har vist at når innfallsvinkelen til laseren økes litt, kan kontakten mellom laseren og partikkelforurensning og substratgrensesnittet økes, terskelen for laserrensing kan reduseres, oscillasjonseffekten er tydeligere, og rengjøringseffektiviteten er høyere. Innfallsvinkelen bør imidlertid ikke være for stor. For stor innfallsvinkel vil redusere energitettheten som virker på overflaten av materialet og svekke laserens renseevne.
Industrielle anvendelser av laserrensere
Muggindustri
Laserrenseren kan realisere den berøringsfrie rengjøringen av formen, som er veldig trygg for overflaten av formen, kan sikre dens nøyaktighet og kan rense de sub-mikron smusspartikler som ikke kan fjernes ved tradisjonelle rengjøringsmetoder, slik som for å oppnå virkelig forurensningsfri, effektiv rengjøring av høy kvalitet.
Presisjonsinstrumentindustri
Presisjonsmaskinindustrien trenger ofte å fjerne estere og mineraloljer som brukes til smøring og korrosjonsbestandighet fra deler, vanligvis kjemisk, og kjemisk rengjøring etterlater ofte rester. Laseravesterifisering kan fjerne estere og mineraloljer fullstendig uten å skade overflaten på delene. Laseren fremmer eksplosiv gassifisering av det tynne oksidlaget på overflaten av delen for å danne en sjokkbølge, noe som resulterer i fjerning av forurensninger i stedet for mekanisk interaksjon.
Jernbaneindustrien
For tiden vedtar all forsveising av skinner rengjøring av slipeskiver og slipebånd, noe som forårsaker alvorlig skade på underlaget og alvorlig restspenning, og forbruker mye slipeskiver hvert år, noe som er kostbart og forårsaker alvorlig støvforurensning til miljøet. Laserrengjøring kan gi høykvalitets og effektiv grønn renseteknologi for mitt lands høyhastighetsjernbaneleggingsproduksjon, løse de ovennevnte problemene, eliminere sveisedefekter som sømløse skinnehull og grå flekker, og forbedre stabiliteten og sikkerheten til mitt lands høye -hastighetsjernbanedrift.
Luftfartsindustrien
Overflaten på flyet må males på nytt etter en viss tid, men den originale gamle malingen må fjernes helt før maling. Kjemisk bløtlegging/tørking er den viktigste malingsfjerningsmetoden innen luftfart. Denne metoden resulterer i store mengder kjemisk hjelpeavfall, og det er umulig å oppnå lokalt vedlikehold og malingsfjerning. Denne prosessen er tung arbeidsbelastning og helseskadelig. Laserrengjøring muliggjør høykvalitets fjerning av maling på flyets hudoverflater og er lett automatisert for produksjon. For tiden har laserrenseteknologien blitt brukt på vedlikehold av noen avanserte modeller.
Skipsindustrien
For tiden vedtar førproduksjonsrengjøring av skip hovedsakelig sandblåsingsmetoden. Sandblåsemetoden har forårsaket alvorlig støvforurensning til det omkringliggende miljøet og har gradvis blitt forbudt, noe som har resultert i reduksjon eller til og med stans av produksjonen fra skipsprodusenter. Laserrenseteknologi vil gi en grønn og forurensningsfri rengjøringsløsning for anti-korrosjonssprøyting på skipsoverflater.
Våpen
Laserrenseteknologi har blitt mye brukt i våpenvedlikehold. Laserrensesystemet kan fjerne rust og forurensninger effektivt og raskt, og kan velge rengjøringsdelen for å realisere automatiseringen av rengjøringen. Ved å bruke laserrengjøring er ikke bare renheten høyere enn den kjemiske renseprosessen, men har nesten ingen skade på overflaten av objektet. Ved å angi forskjellige parametere kan laserrensemaskinen også danne en tett oksidbeskyttende film eller metallsmeltelag på overflaten av metallgjenstander for å forbedre overflatestyrken og korrosjonsmotstanden. Avfallet som fjernes av laseren forurenser i utgangspunktet ikke miljøet, og det kan også betjenes på lang avstand, noe som effektivt reduserer skaden på operatørens helse.
Bygningens eksteriør
Stadig flere skyskrapere bygges, og rengjøringsproblemet med å bygge yttervegger har blitt stadig mer fremtredende. Laserrensesystemet renser ytterveggene til bygninger godt gjennom optiske fibre. Løsningen med en maksimal lengde på 70 meter kan effektivt rense ulike forurensninger på ulike steiner, metaller og glass, og effektiviteten er mye høyere enn konvensjonell rengjøring. Den kan også fjerne svarte flekker og flekker fra ulike steiner i bygninger. Rensetesten av laserrensesystemet på bygningene og steinmonumentene viser at laserrensing har god effekt på å beskytte utseendet til eldgamle bygninger.
Elektronikkindustrien
Elektronikkindustrien bruker lasere for å fjerne oksider: Elektronikkindustrien krever dekontaminering med høy presisjon, og laserdeoksidering er spesielt egnet. Komponentpinner må deoksideres grundig før lodding av brettet for å sikre optimal elektrisk kontakt og pinnene må ikke skades under dekontamineringsprosessen. Laserrengjøring kan oppfylle brukskravene, og effektiviteten er veldig høy, og det kreves bare en laserbestråling for hver nål.
Atomkraftverk
Laserrensesystemer brukes også til rensing av reaktorrør i kjernekraftverk. Den bruker en optisk fiber for å introdusere en høyeffekts laserstråle inn i reaktoren for å fjerne radioaktivt støv direkte, og det rensede materialet er lett å rengjøre. Og fordi den betjenes på avstand, kan sikkerheten til personalet garanteres.
Sammendrag
Dagens avanserte produksjonsindustri har blitt den dominerende høyden i internasjonal konkurranse. Som et avansert system innen laserproduksjon har laserrensemaskin stort potensial for bruksverdi i industriell utvikling. Kraftig utvikling av laserrenseteknologi har svært viktig strategisk betydning for økonomisk og sosial utvikling.